リード部品(Dip部品)のはんだ付け
リード部品のはんだ付け
半田ゴテ先温度は「360℃」と半田付けの基本動作を守りましょう!
半田ゴテのコテ先温度は ”360℃” 、コテ先はできる限り太いものを選ぶことを基本とし、”はんだ付けの基本動作”を守りながら作業を行って下さい。
これらは「上手なはんだ付けのコツ」に書いていますので、半田付けの前に再度ご一読頂けたらと思います。
また、以下に出てくる道具は「はんだ付けの準備」に出てきますのでそちらを参考にして下さい。
それでは、リード部品を半田付けしてみましょう。
手順1 部品のリード(足)を折り曲げる。
基板側の部品を挿入するスルーホール(穴)の間隔に合わせ、できる限り均等になるように部品のリード(足)を折り曲げます。
この時便利なのが、リード線折り曲げ治具(フォーミングツール)。
左右均等かつ綺麗に折り曲げることができます。
(折り曲げがスルーホールの間隔に合っていないと部品が上手く入りません。)
手順2 部品を基板に挿入しマスキングテープで留める。
部品リードの折り曲げができたら基板に挿入します。
半田付けを行う際に、基板から部品が落ちないようにマスキングテープなどで留めておくと作業が楽になります。
手順3 はんだ付け作業(基本動作1:母材を温める。)
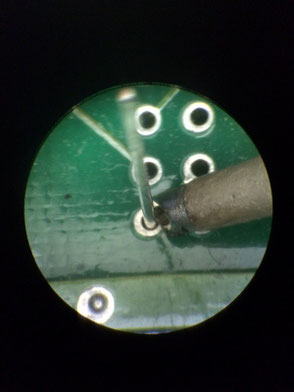
コテ先を基板のランドと部品リードの母材にに当てて温めます。
※母材…はんだ付けを行う対象物で、主に基板のランド(PAD)と電子部品の電極を指します。
手順3 はんだ付け作業(基本動作2:糸はんだを供給する。)
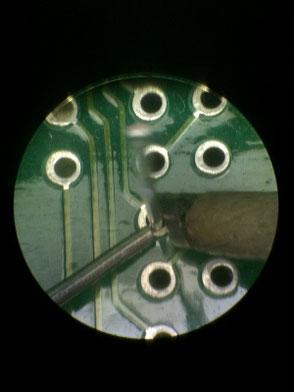
糸はんだを供給します。
「ス~ッ」と多少多く感じるくらいはんだを供給してみて下さい。但し、串揚げのタレ付けと同じで2度付けは厳禁です。
はんだの量は加減しないとはんだ過多などの不良に繋がります。
少なくてもいけないので、ある程度思い切りが必要かと思います。
【ワンポイント】
糸はんだを供給する場所は、はんだゴテではなく母材(基板のランドと部品のリード)です。
手順3 はんだ付け作業(基本動作3:母材とはんだをなじませる。)

はんだを供給したら(ス~ッと入れ込んだら)はんだの供給を止めます(半田を素早く離します)。
この時、はんだゴテは離さず、1秒~2秒の間くらいの間を置いてはんだゴテを離して下さい。
(この間ではんだを母材になじませます)
【ワンポイント】
この間の際に、はんだが母材に良くなじむ状態を目で確認してからはんだゴテを離します。
このなじむ時間が標準の部品で1秒~2秒の間となります。
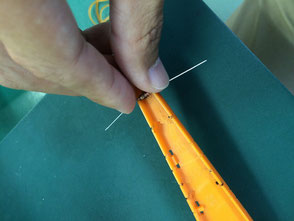
手順4 部品リードの余剰を切断する。
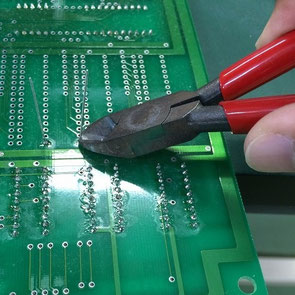
はんだ付けができたら基板をひっくり返して部品リードの余剰分をニッパーで切断します。
【アドバイス】
リードの切断はニッパーを使用して下さい。
ハサミなどを使ってムリにリードを切断しますと、はんだクラック(はんだに割れが入る)などの不良に繋がります。
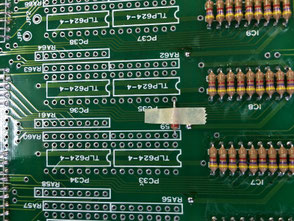
仕上がり

如何でしょうか。写真のように綺麗に仕上げることができましたでしょうか。
うまく行かなかった方は、再度手順をじっくりと見直してみて下さい。
ご要望や感想などがございましたらお聞かせ下さい!