上手なはんだ付けのコツ

ステップ1 まずは道具選びから

上手なはんだ付けを行うためには、「はんだ付けの準備」「はんだゴテの種類と選び方」でお話ししたように道具選びが大事となっています。
特に、ひと昔前までは、半田の融点が低い「共晶半田」を使っていたために、はんだ付けに不慣れな方(基礎を理解していない方)が、パワーの無い廉価な、はんだゴテを使用してもはんだを溶かすことができたので、何となくはんだ付けというものができてしまっていました。
しかし、昨今、はんだの融点が高い「鉛フリーはんだ」への移行が始まったことで、同じ要領では「はんだが溶けない」「母材(基板と電子部品)になじまない」などのはんだ付け不良が相次いで起きています。
道具選びではんだ付けの品質が約80%以上決まる
はんだ付けは、技術習得の前に道具選びが大事ということを覚えておいて下さい。
(道具選びではんだ付けの品質が約80%以上決まると言っても過言ではありません)
道具選びをしっかり行った上で、上手なはんだ付けを行うポイントをいくつかご紹介致します。
ステップ2 【重要】コテ先温度が360℃になるように設定する。
共晶はんだ・鉛フリーはんだ共に、コテ先温度は360℃以下で作業を行って下さい。
なぜならば、コテ先の温度が高温になればなる程、糸はんだ中のフラックスが気化してしまいフラックスの効果がなくなってしまうからです。
※フラックスが無い(効用を使わないと)と半田付けは行えません。
とは言うものの、コテ先温度が360℃だと、場合によっては熱不足を感じる場面があるかと思います。
熱量は、「はんだゴテの種類と選び方」にてお話ししましたように、「コテ先の接触面積」が大きく影響しますので、「はんだゴテの種類と選び方」にてご紹介したはんだ付けを行いたい箇所に適した(接触面積を確保しやすい形状の)コテ先を選択し、できるかぎり太いコテ先を使用することで最適なはんだ付けの熱量が確保できます(重要です)。
※コテ先形状にはそれぞれ太さ(一般的には1~4※数字が小さくなる程細い)があります。
(例えば、C型のコテ先では、太さに応じて1C、2C、3C、4Cといったバリエーションがあります。)
ステップ3 はんだが溶けている状態を250℃で約3秒間つくる。
正しいはんだ付けを行うと、基板のランド(PAD)と半田の間に、6ミクロン前後のSn(錫)とCu(銅)の合金層が形成されます。
正しくはんだ付けが行えていれば、はんだ量が多くても少なくても6ミクロン前後の合金層の厚さは変わりませんので、適正なはんだ量になることを心がけて下さい。
(「量が多ければ強度が強くなるだろう」「量が少ないと強度が弱いに違いない」というのは誤解です。)
逆に正しいはんだ付けが出来ていないと、形成される合金層の厚さに影響が出ます。
特に、合金層が薄いと十分にはんだが接合できなかったり、逆に厚いとはんだ付けした箇所がもろくなってしまいます。
(6ミクロン前後の合金層が形成される)正しいはんだ付けの条件は、はんだが溶けている時が温度250℃で約3秒間経った時に成立します。
ステップ4 半田付けの基本動作
正しいはんだ付けの基本動作をご説明します。
はんだ付けは以下の4つの動作を行います。
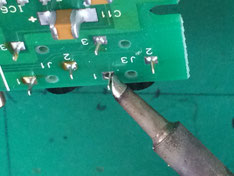
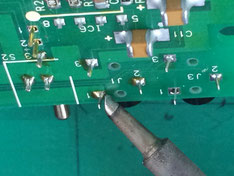
1.コテ先を母材に当てて温めます。
※母材…はんだ付けを行う対象物で、主に基板のランド(PAD)と電子部品の電極を指します。

2.コテ先を母材に当てたままの状態で、反対側の手で糸はんだを供給します。
3.糸はんだの供給を止めます(糸はんだを離します)
4.はんだがなじむのを確認したらコテを離し、完了です。
※はんだゴテを離した直後はまだはんだが完全に固まっていませんので、コテを離した直後は触らないで下さい(心の中で5つぐらい数をかぞえてから触って下さい)。
ステップ5 仕上がり状態を確認する。

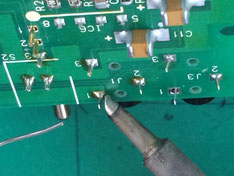
はんだ付けを行ったら仕上がり状態を確認します。
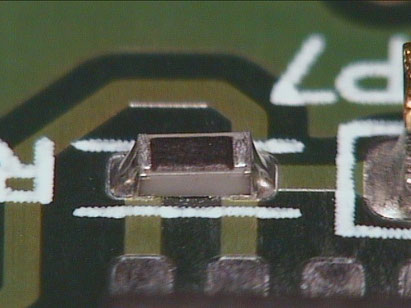
正しいはんだ付けができていれば、写真のようにピカッと光り、富士山のような裾広がりの形状になります。
(裾広がりの形状のことをはんだ付け業界用語で「フィレット」と言います。)
慣れるまでは、その都度仕上がり状態を確認し、写真にあるような状態になっているかを確認されることをオススメします。